
 当前位置:
当前位置:
5吨洒水车是以供应市政、公用、园林绿化、施工等的配套车辆。本文仅以5吨洒水车为例,论述洒水车主罐体的工装与焊接工艺。为保证设计与使用要求,使之有效地克服罐体变形,结构几何尺寸难以控制及应力集中等技术问题,我们采取了一系列的工艺措施。保证了产品质量。
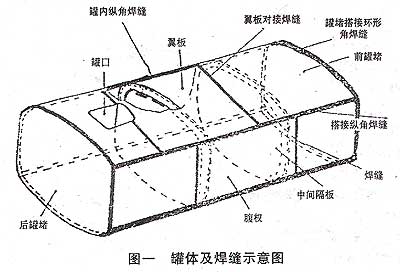
5吨洒水车罐体为椭圆形(见图一),外形几何尺寸为3200*2000*1000mm,最大负荷为5吨,Q235B优质热轧板,δ分别为5、4、3mm,具体部位为::
翼板―4mm;腹板―4mm;罐堵―5mm;隔板―3mm。
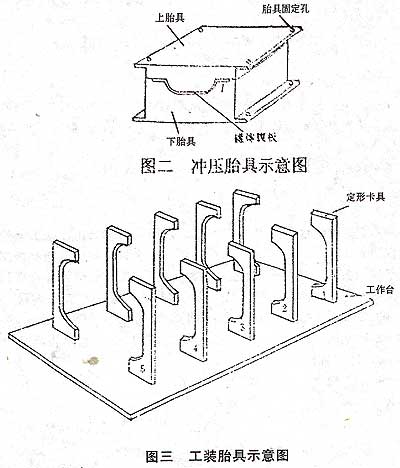
罐体共有十八块单元组成,所有单元件均应采用冷加工冲压成形(冲压胎具见图二),然后采用专用胎具(见图三)点固、工装焊接成形。
1.外型尺寸质量要求
①纵向弯曲±3mm;
②轴线差±5mm;
③局部凹陷±5mm;
④不平度±2mm;
⑤焊缝加工后高低差+1mm;
⑥纵、横焊缝交叉不小于200mm;
2.焊缝质量要求
①外观成形美观、圆滑过渡;
②搭按焊缝为6*6;
③对接焊缝为6*2(加工后为0-1mm);
④不允许有夹渣打、咬边、气孔、裂纹及明显缺陷;
⑤致密性应良好,不允许有渗漏;
⑥焊缝强度不低于母材。
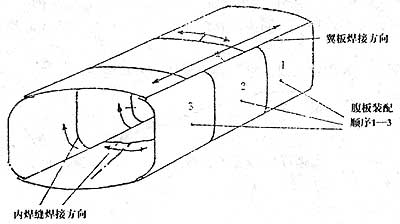
由于罐身主体是薄板结构,所有单元件是冷冲压成形,因此易造成回弹较大,边缘应力过于集中,如工装顺序选择不当,点固焊接后,在焊接内应力的作用下,薄板可能失稳,产生波浪变形,影响结构的外形及承载能力。为此,我们采用刚性因定胎具点固,采用合理的工装顺序、焊接顺序(见图四),并注意点固焊缝尺寸。实践证明,点固焊缝尺寸为50/200mm为佳。采用以上措施后,成形后的罐体变形较小,达到了设计要求。
三、工艺措施
1.先校正冲压成形的单元件,然后按顺序从一头开始装配点固;
2.工装顺序:上翼板→腹板→后罐堵→前罐堵→中间隔板→下翼板。点固焊缝尺寸为50/200mm,点固焊尾处要填满弧坑,以防微裂;
3.点固后先把上翼板与腹板搭按角焊缝,完后再焊前、后罐堵的产焊缝,最后焊上翼板的对接缝;
4.为了控制变形,采取中分逆向焊接法,即:二人同样操作,控制线能量一致;
5.焊按时要统一规范,统一焊接顺序,统一焊速,这样就有效地克服了局部变形过大的问题;
6.点固焊接完成后,整体出胎,出胎前要松开所有卡具,并把罐口点固好。
四、罐体出胎后开始整体焊接
焊接工艺参数:焊接电源BX-300,焊条选用E4303型。
焊条直径:φ3.2-4.0mm;焊接电流:120-140A(立,仰焊时减少10%)。
1.主体与翼板焊接
焊前先测罐体的平衡度,并用垫木垫平。为减少密闭后罐内焊接烟尘,保证焊工的健康与安全,要从工艺上周密的安排顺序,以减少罐内焊接量。下翼板按设计要求为搭接焊缝,为了防止出现波良变形,保证搭接角焊缝圆滑过渡,采取从后向前的点焊下翼板,点固顺序采用从后罐堵中心向两端点固,再点固两侧腹面板,点固焊段在罐内点焊。为了使焊工少吸烟尘,采取点一块焊一块,先焊下翼板对接横向焊缝后,再焊纵向搭接角焊缝。
2.焊按顺序
先焊横向焊缝,后焊纵向焊缝;先罐内后罐外,最后焊附件。
3.所有焊缝均采用二人同步对称焊接法,统一焊速,使线能量基本上能控制一致。
4.为防止翼板产生波浪变形,焊完罐体的内焊缝后,再焊上翼板,的对按焊缝。
5.罐内焊缝尺寸为:宽6-8mm,高0.5-3mm,高低差±1mm。
6.罐脚下是最后工序,也易产生缺陷。为使六个罐脚在一条水平线上,保证外形几何尺寸精度,罐脚焊接时要首焊罐脚下的横向焊缝,再焊纵向焊缝,使之达到保证外形尺寸的目的。
结 论
通过采取上述系列的工艺措施,焊后罐体完全符合设计要求,焊缝的致密性良好,强度高、变形小、整体误差对角线只有1-3mm,水压试验一次合格率达98%以上,本产品还获得了银质奖,并受到了用户的好评。
1.先校正冲压成形的单元件,然后按顺序从一头开始装配点固;
2.工装顺序:上翼板→腹板→后罐堵→前罐堵→中间隔板→下翼板。点固焊缝尺寸为50/200mm,点固焊尾处要填满弧坑,以防微裂;
3.点固后先把上翼板与腹板搭按角焊缝,完后再焊前、后罐堵的产焊缝,最后焊上翼板的对接缝;
4.为了控制变形,采取中分逆向焊接法,即:二人同样操作,控制线能量一致;
5.焊按时要统一规范,统一焊接顺序,统一焊速,这样就有效地克服了局部变形过大的问题;
6.点固焊接完成后,整体出胎,出胎前要松开所有卡具,并把罐口点固好。
四、罐体出胎后开始整体焊接
焊接工艺参数:焊接电源BX-300,焊条选用E4303型。
焊条直径:φ3.2-4.0mm;焊接电流:120-140A(立,仰焊时减少10%)。
1.主体与翼板焊接
焊前先测罐体的平衡度,并用垫木垫平。为减少密闭后罐内焊接烟尘,保证焊工的健康与安全,要从工艺上周密的安排顺序,以减少罐内焊接量。下翼板按设计要求为搭接焊缝,为了防止出现波良变形,保证搭接角焊缝圆滑过渡,采取从后向前的点焊下翼板,点固顺序采用从后罐堵中心向两端点固,再点固两侧腹面板,点固焊段在罐内点焊。为了使焊工少吸烟尘,采取点一块焊一块,先焊下翼板对接横向焊缝后,再焊纵向搭接角焊缝。
2.焊按顺序
先焊横向焊缝,后焊纵向焊缝;先罐内后罐外,最后焊附件。
3.所有焊缝均采用二人同步对称焊接法,统一焊速,使线能量基本上能控制一致。
4.为防止翼板产生波浪变形,焊完罐体的内焊缝后,再焊上翼板,的对按焊缝。
5.罐内焊缝尺寸为:宽6-8mm,高0.5-3mm,高低差±1mm。
6.罐脚下是最后工序,也易产生缺陷。为使六个罐脚在一条水平线上,保证外形几何尺寸精度,罐脚焊接时要首焊罐脚下的横向焊缝,再焊纵向焊缝,使之达到保证外形尺寸的目的。
结 论
通过采取上述系列的工艺措施,焊后罐体完全符合设计要求,焊缝的致密性良好,强度高、变形小、整体误差对角线只有1-3mm,水压试验一次合格率达98%以上,本产品还获得了银质奖,并受到了用户的好评。
湖北程力专用汽车有限公司生产的洒水车品种有:东风福瑞卡洒水车|东风多利卡洒水车|东风145洒水车|东风153洒水车|东风天锦洒水车|东风1208后双桥洒水车|东风天龙洒水车以及其它福田、江淮、解放等其它底盘的洒水车,欢迎广大新老客户来我公司参观选购!
想进一步了解洒水车参数、洒水车图片、洒水车价格等请直接与湖北程力销售部马经理联系,电话:138-7288-5005,或登陆公司官方网站:http://www.chnhbcl.com,http://www.chnclqc.com 商务QQ:904271353

